dorosh
-
Публикации
5 -
Зарегистрирован
-
Посещение
dorosh's Achievements
0
Репутация
-
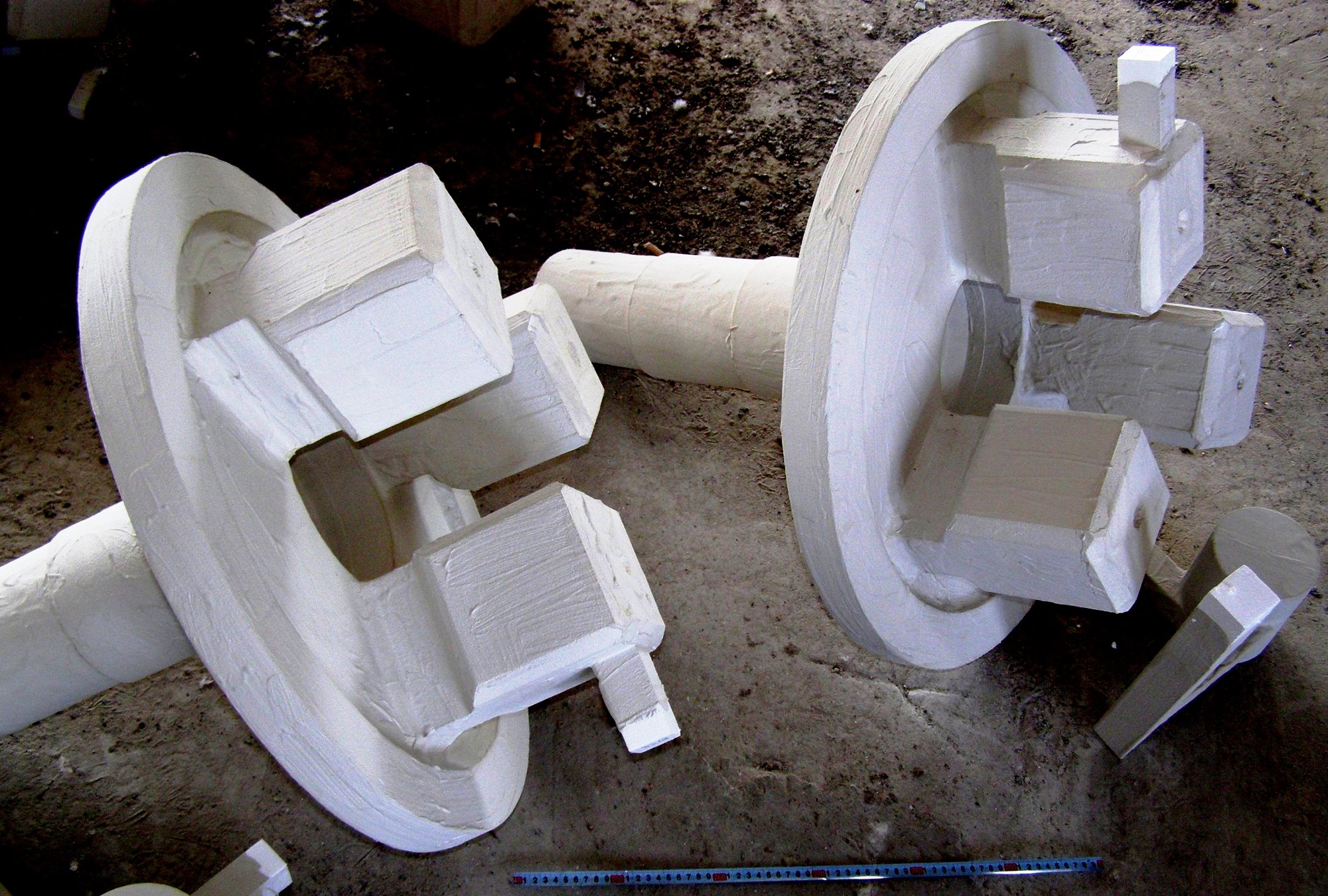
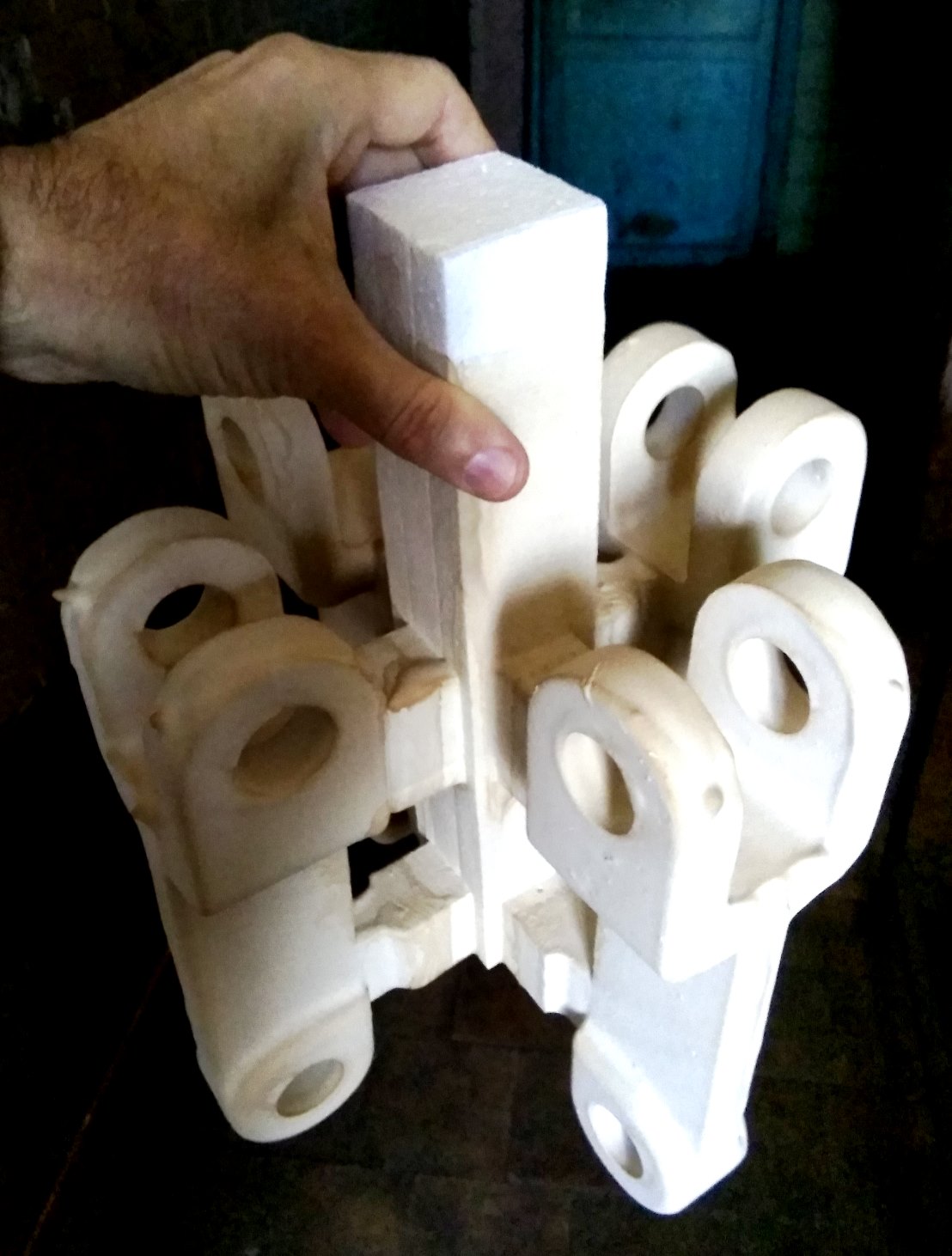
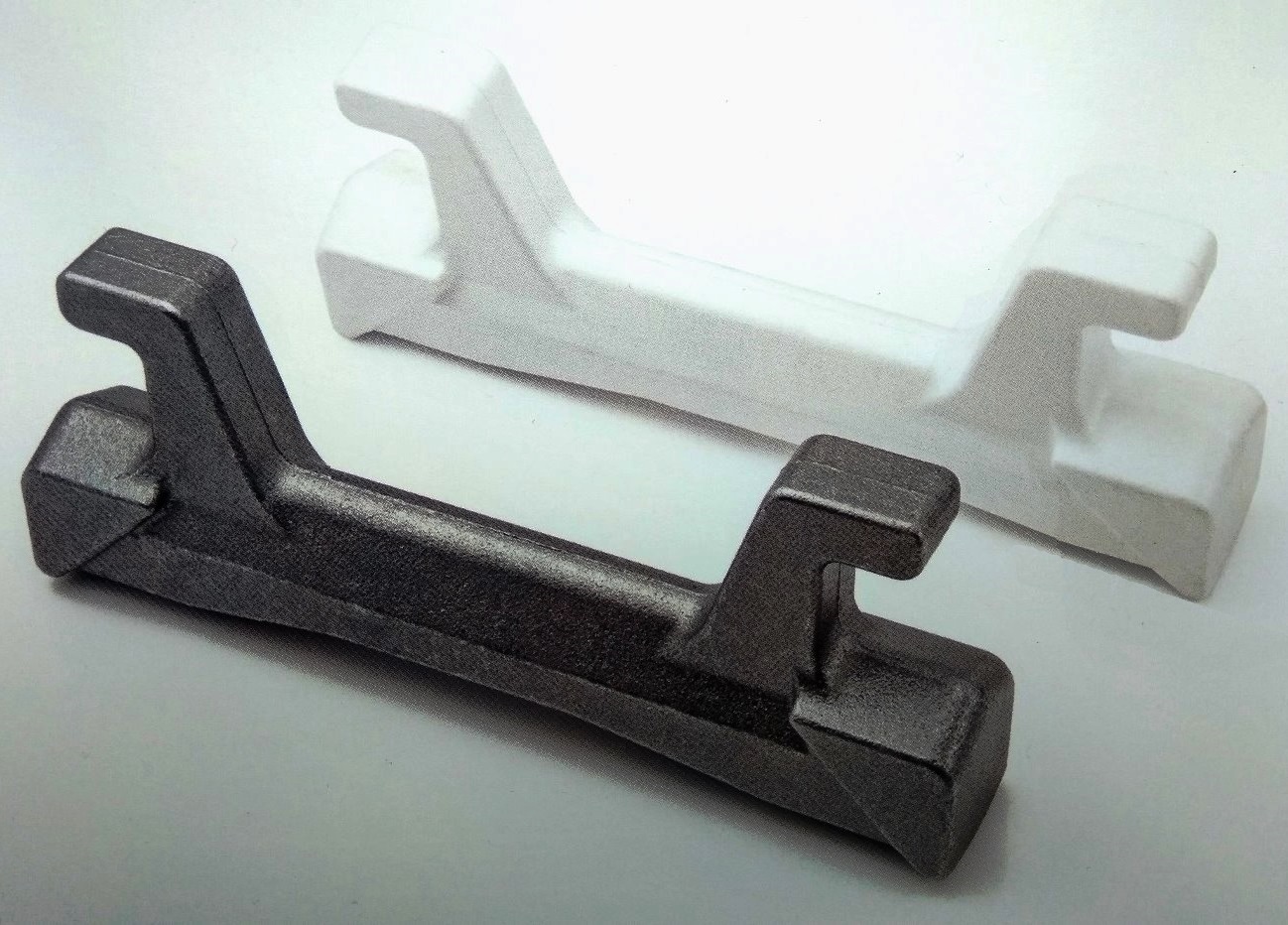
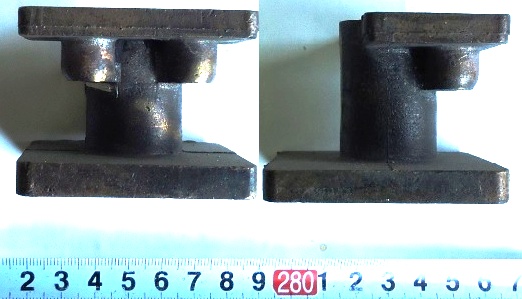
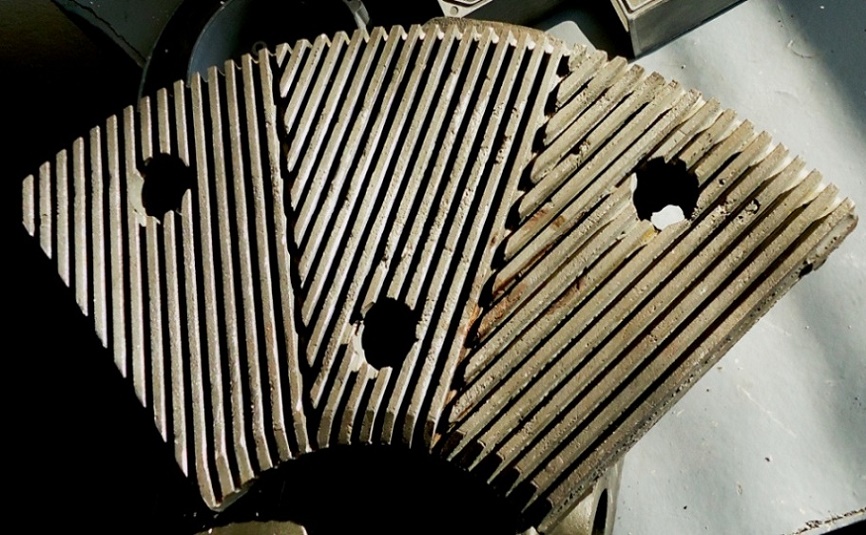
Вырезание литейных моделей из пенопласта на 3D-фрезере. Примеры вырезаных моделей Модели и по ним отливки: Зубья:

-
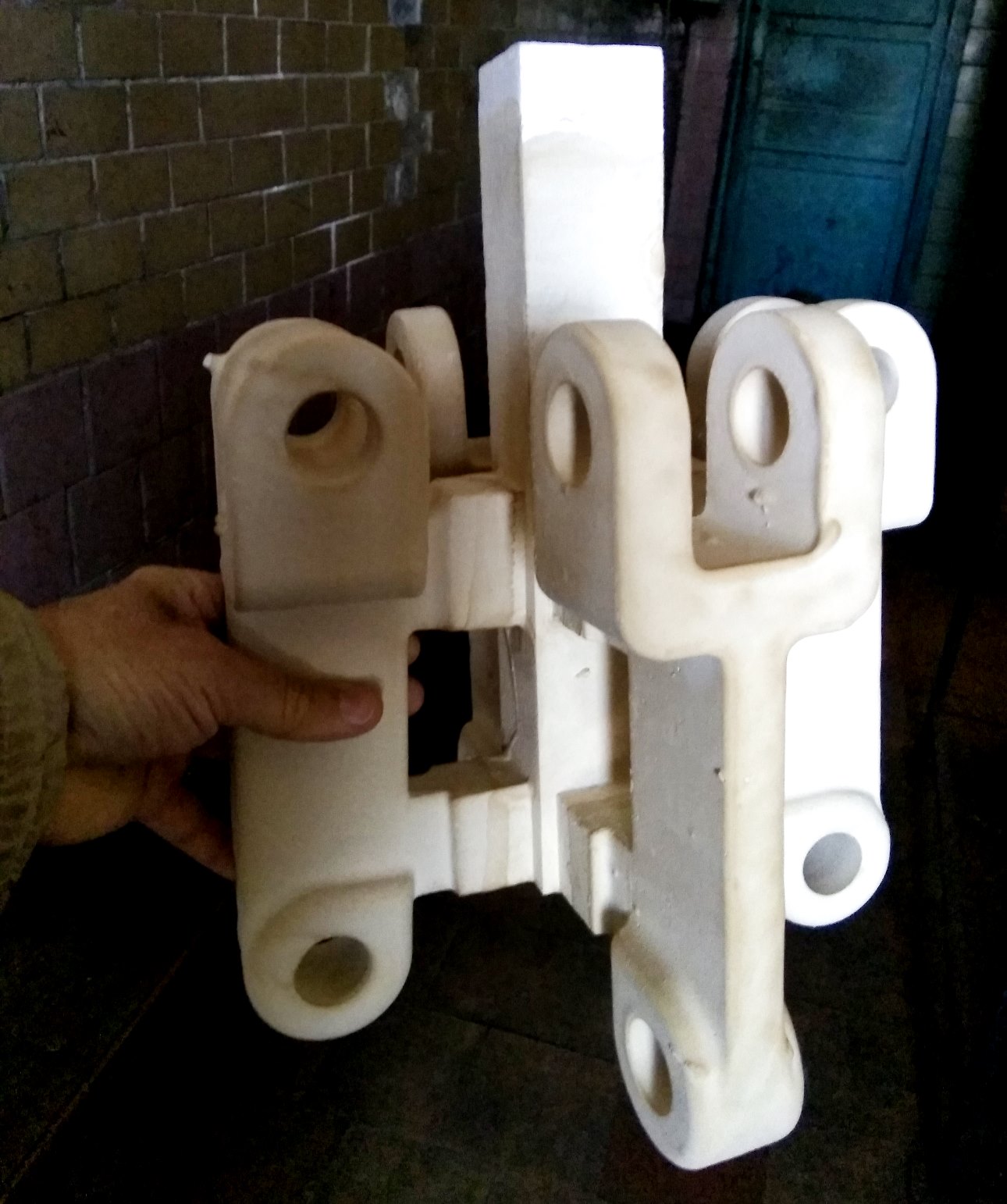
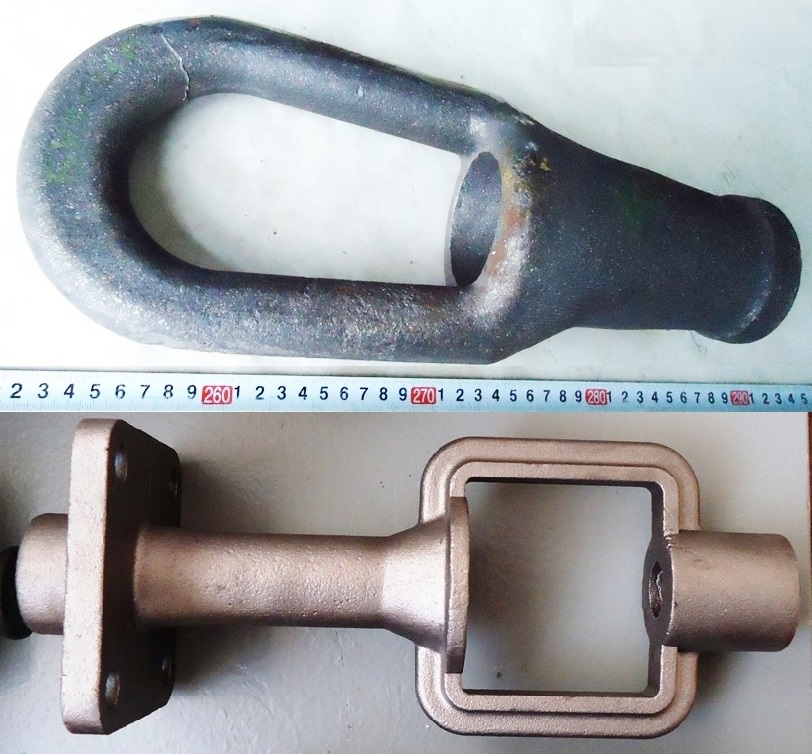
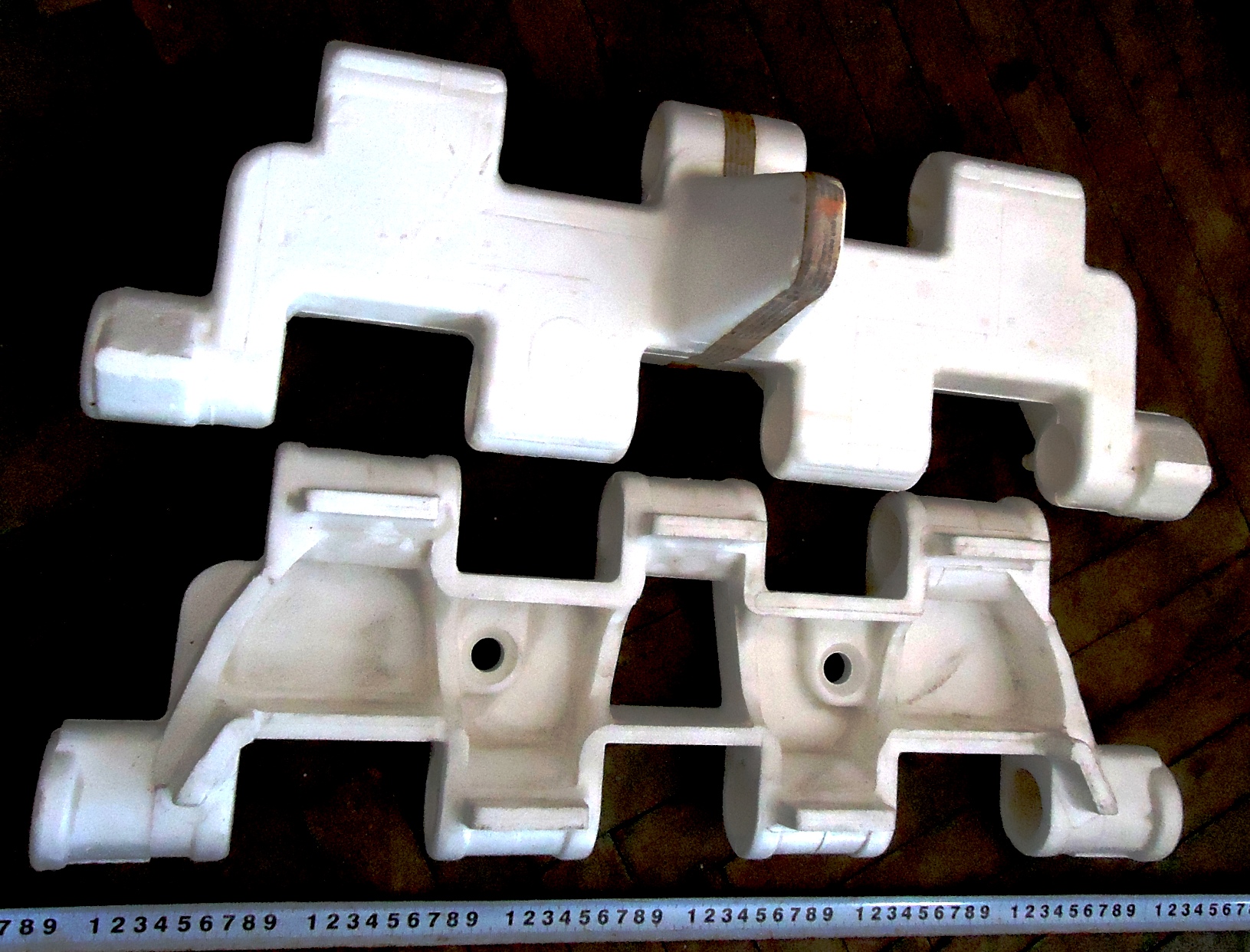
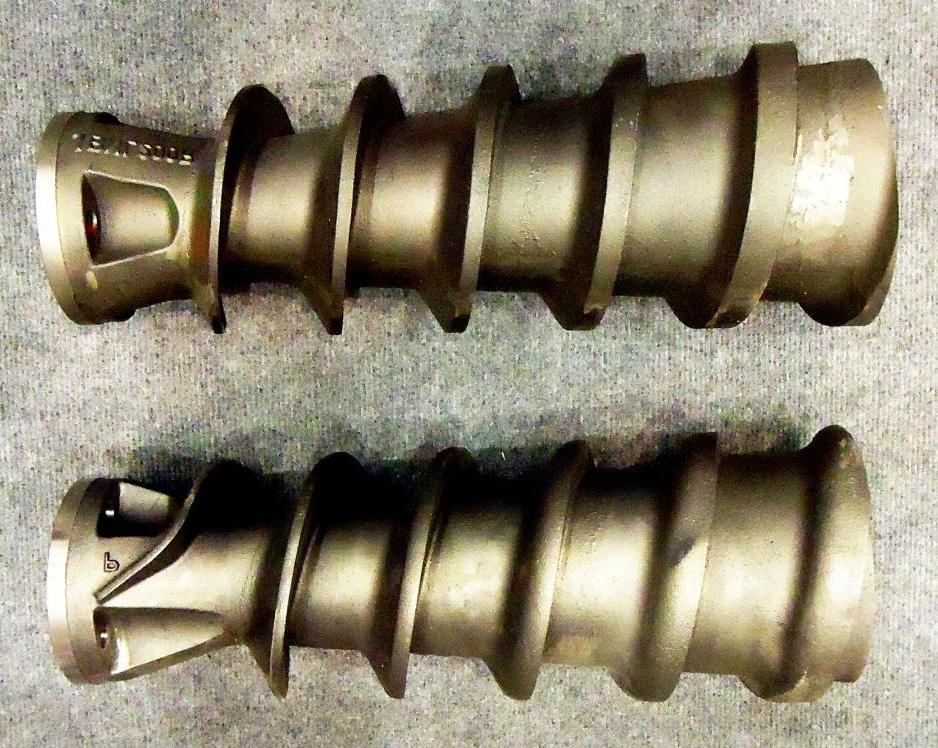
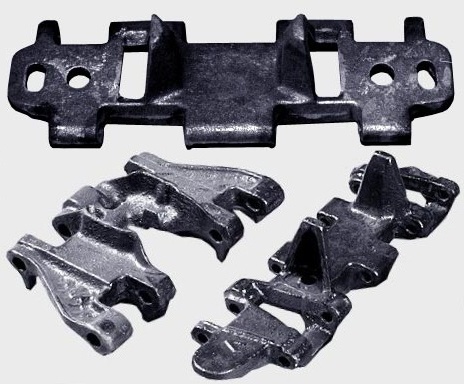
Свіжі приклади металевих виливків при лиття за моделями, що газифікуються, а також пінопластові моделі. Отливки - звенья конвейера. Отрабатывем технологию 3D-печати литейных моделей:
-
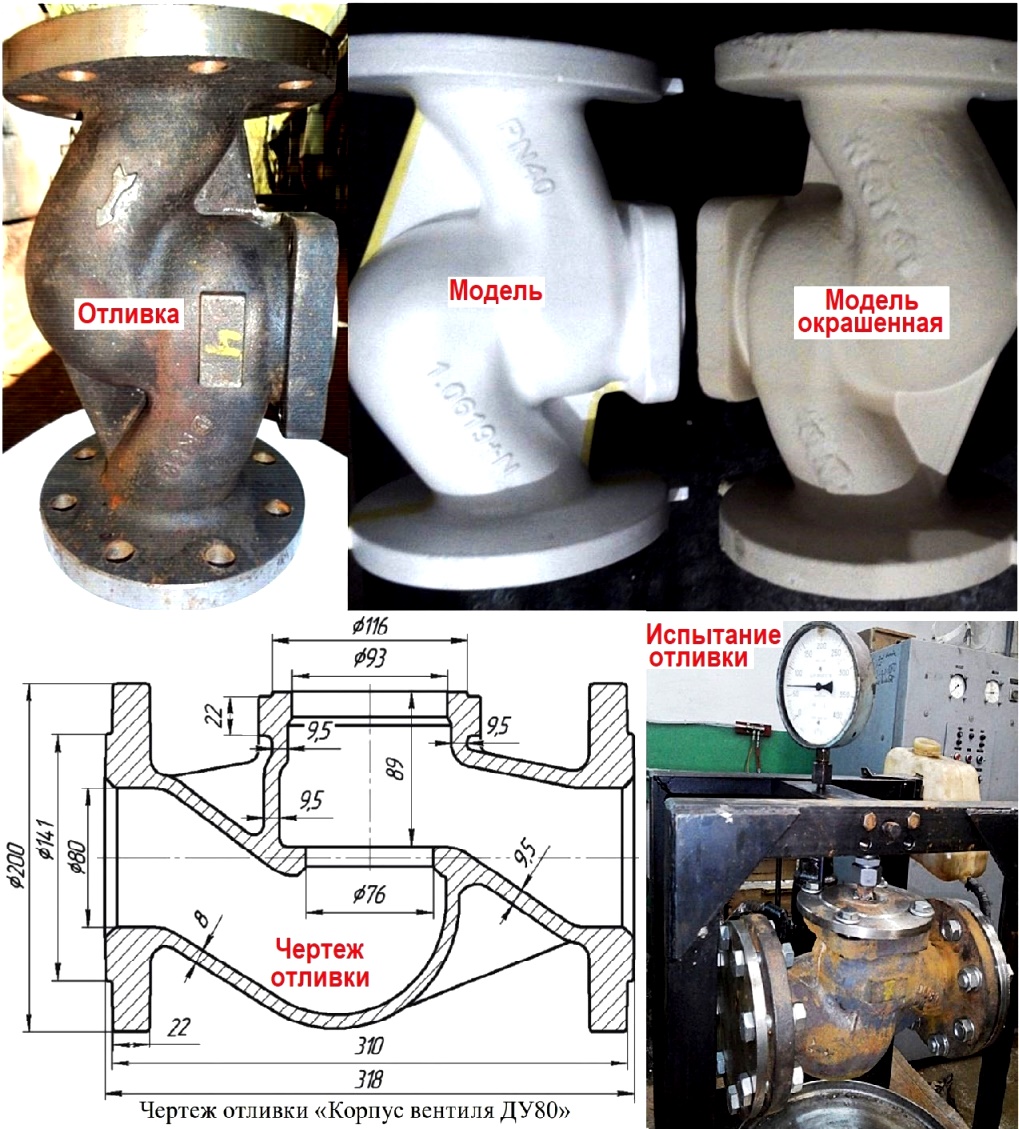
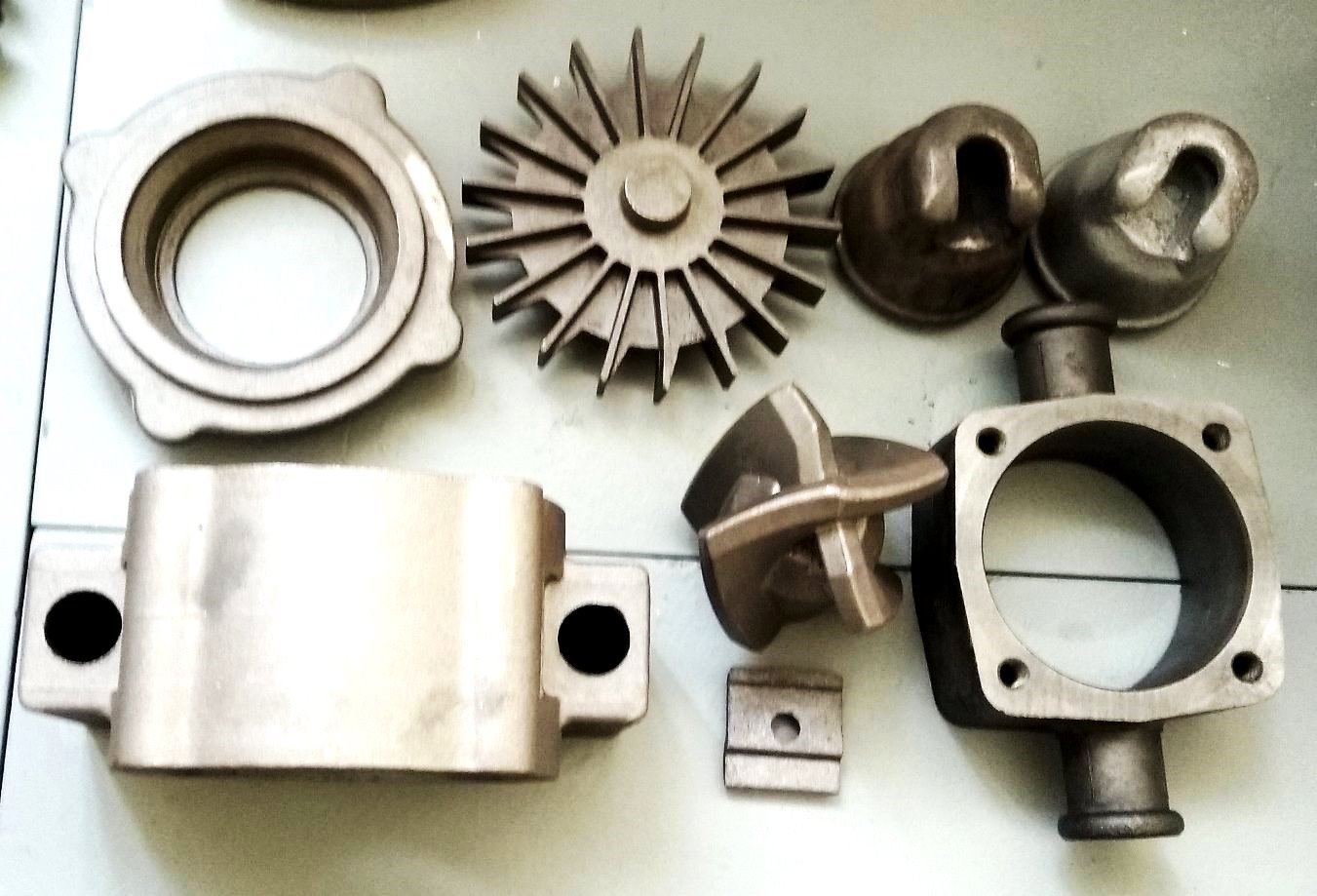
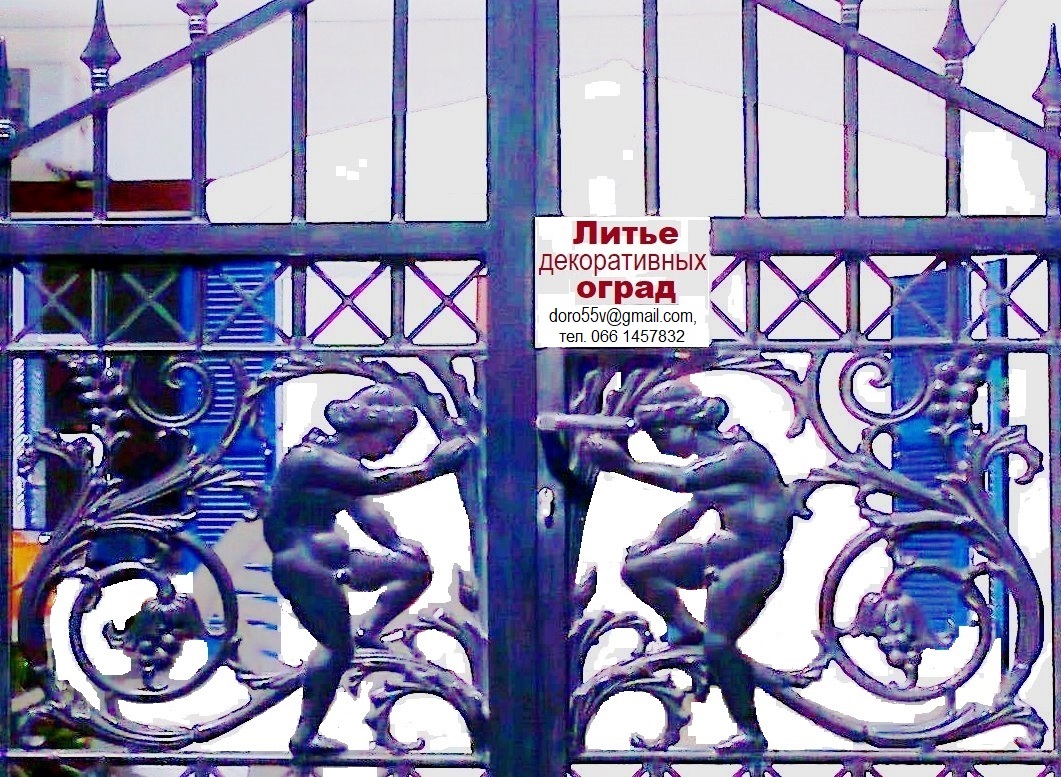
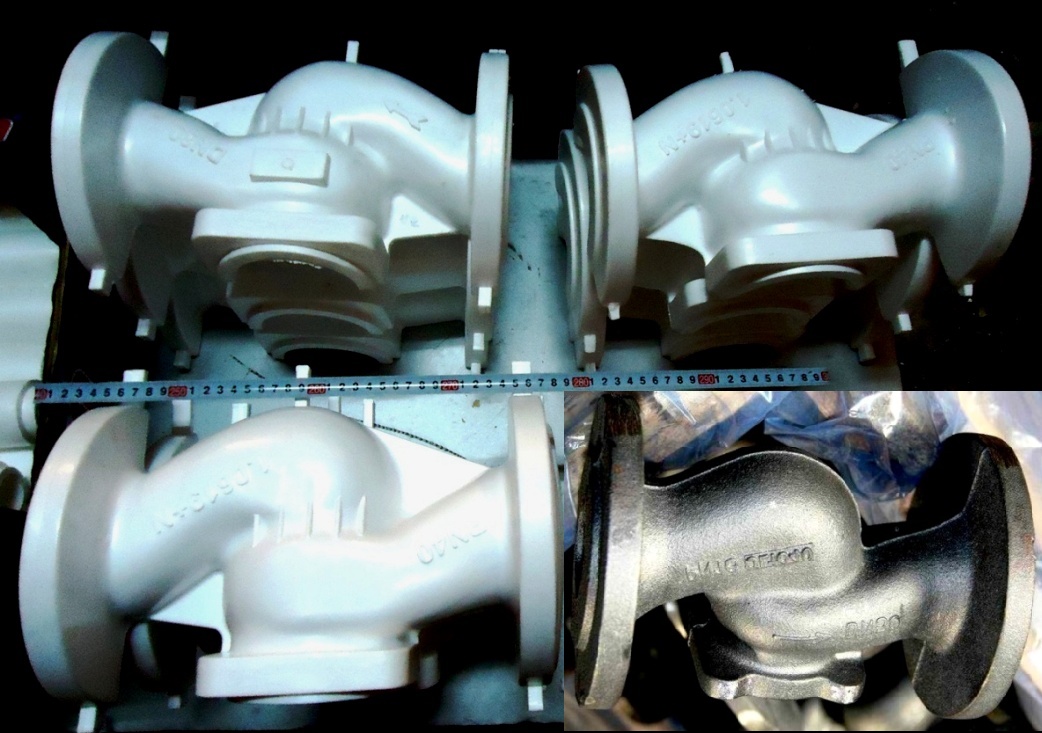
Примеры отливок при литье по газифицируемым моделям, а также модели (Машиностроительные, декоративные отливки, литье, 3D-принтер, 3D-фрезер. Литье металла с использованием 3D-принтера и 3D-фрезера. Машиностроительные, декоративные и художественные отливки, парковое литье, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички. Изготовление моделей на 3D принтере и вырезание из пенопластов на 3D фрезере. Конструкторский и технологический отдел - разработка литейной технологии на разовое и серийное литье. Оснащение оборудованием литейных цехов. doro55v@gmail.com, т. 38-066-1457832, Влад)
-
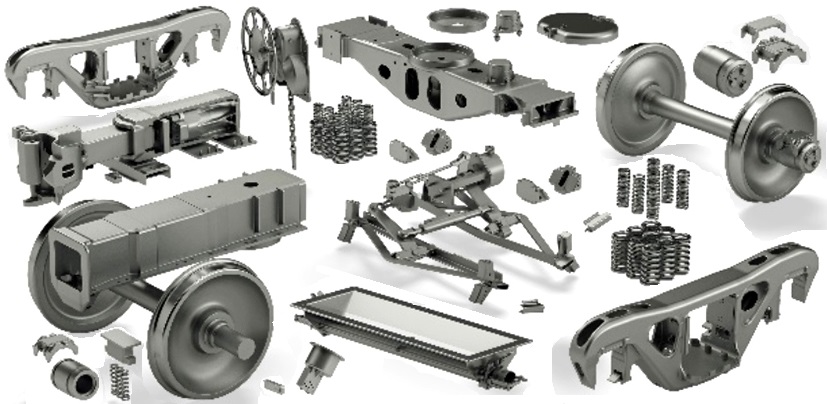
Примеры литья черных и цветных металлов развесом 0,2-1200 кг, Киев. Литейный цех производит отливки из чугуна, стали, алюминия, медных сплавов до 40 т в месяц. Льют и серийные, и разовые детали для ремонта, шестерни, колеса и др. Трудно найти отливку, которую не могли бы отлить. Специализация – точное литье с минимальной механообработкой. Диски, звездочки, зубчатые венцы, барабаны, шкивы и др. тяжелонагруженные детали экскаваторов, крышки подшипников, цапфы. Корпусные детали гидротурбин, зубчатые колеса, ролики, обоймы, рычаги, фланцы, шкивы, сектора, колонны, ходовые колеса. Корпуса и др. литые детали вагонов, металлургического и горнодобывающего оборудования. Литые детали экскаваторов. Износостойкие литые детали для тракторов и металлургического оборудования. Кронштейны, балансиры, катки, другие ответственные детали. Детали повышенной прочности, а также работающие на износ. Шестерни, крестовины, втулки, зубчатые колеса, цилиндры, обоймы и другие корпусные детали. Детали арматуры, бандажи цементных печей, оси, валы, муфты. Детали, подвергающиеся ударным нагрузкам (турбинные лопатки, клапаны гидравлических прессов, арматура крекинг-установок, сегменты сопел, формы для стекла, рамы садочных окон, предметы домашнего обихода и др.), а также изделия, подвергающиеся действию относительно слабых агрессивных сред (атмосферные осадки, влажный пар, водные растворы солей органических кислот при комнатной температуре). Детали, работающие в морской воде (гребные винты и другие). Детали повышенной прочности для авиационной, химической и других отраслей промышленности, работающие в средах средней агрессивности (азотная и слабые органические кислоты, растворы солей органических и неорганических кислот). Детали арматуры нефтеперерабатывающих установок, печные двойники, корпуса насосов, др. детали, работающие в нефтяных средах под давлением. Детали, работающие длительное время под нагрузкой при температуре до 700 °С (клапаны моторов, колосники, крепежные детали). Арматура для химической промышленности, коллекторы выхлопных систем, детали печной арматуры и др., лопатки компрессоров и сопловых аппаратов, печные конвейеры, шнеки, крепежные детали. Реторты для отжига, части печей и ящики для цементации Детали паровых и газовых турбин, котельных установок, лопаток и венцов и другие детали, работающие при высоких температурах, подовые плиты, короба, тигли для соляных ванн и другие детали, работающие при высоких температурах. Литые детали энергоустановок. Корпуса вихревых и шаровых мельниц, щеки дробилок, трамвайные и железнодорожные стрелки и крестовины, гусеничные траки, звездочки, зубья ковшей экскаваторов, детали металлургического и горнообогатительного оборудования. Звенья гусениц тракторов и другие детали, работающие в условиях абразивного износа. А также декоративные и художественные отливки, парковое литье, решетки, ограды, барельефы, калитки, ворота, столбики, фонари, скамейки, таблички. Конструкторский и технологический отдел - разработка литейной технологии на разовое и серийное литье. Оснащение оборудованием литейных цехов. doro55v@gmail.com, т. 38-066-1457832, Влад http://dorosh.domik.ua/ Прилагаю свои статьи для скачивания, а также список публикаций: Экология и культура.pdf Вак системы лит участков.pdf Оснастка для лгм.pdf ЛГМ и ЖСС.pdf Давайте лить металл.pdf 7 Непрерыв для песка.pdf 5 модели ЛГМ.pdf самопроизвольн процесс эвр.pdf Экология и отливки_ЛГМ.pdf кристаллогидраты.pdf модели Оборуд.pdf автокомпоненты.pdf Полуавтомат.pdf модели МТТ.pdfСаморазруш Оборуд 6-2016.pdf Список публикаций Дорошенко В. С..doc Спасибо за внимание к теме производства металлических отливок - литейному производству.